


")
花崗石平臺(tái) 大理石平臺(tái)")
")
鑄鐵檢驗(yàn)平臺(tái)")
| 類型 | 鑄鐵平板 | 品牌 | 利源機(jī)床量具制造有限公司 |
| 型號(hào) | 各種型號(hào) | 0-3級(jí) | |
| 材質(zhì) | HT200-300 | 工作面硬度 | 國(guó)家標(biāo)準(zhǔn) |
分類:鑄鐵平板、鑄鐵平臺(tái)、基礎(chǔ)平板、T型槽平板、檢驗(yàn)平板、鉚焊平板、劃線平板、鉗工工作臺(tái)
產(chǎn)品簡(jiǎn)介:材料:HT200-300硬度:HB170-240:0-3級(jí)執(zhí)行標(biāo)準(zhǔn):JB/T7974-1999.
產(chǎn)品尺寸:4000mm*8000mm以下各種規(guī)格,大于此規(guī)格可以拼接使用!
主要用于裝配,測(cè)量,鉚焊,焊接,檢驗(yàn)、劃線,組裝,動(dòng)力機(jī)械試驗(yàn)等。,產(chǎn)品制成筋板式和箱板式,工作面有長(zhǎng)方形,材料HT200,工作面上可加工V型、T型、U型槽和圓孔、長(zhǎng)孔等。平板是用于工件檢測(cè)或劃線的平面基準(zhǔn)器具。平板安裝裝應(yīng)調(diào)至水平、負(fù)荷均勻分布于各支點(diǎn)上,環(huán)境溫度(15-25攝氏度)使用時(shí)避免振動(dòng)。如果您有需要,可以隨時(shí)與我們聯(lián)系。
鑄鐵平板制造工藝示例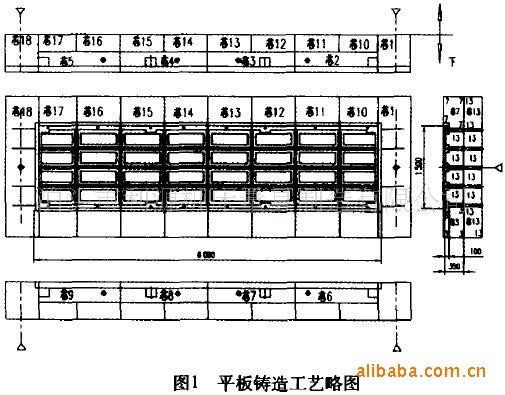

鑄鐵平板的形狀一般較簡(jiǎn)單,澆注位置較固定,鑄造工藝較典型。故小型平板的鑄造生產(chǎn)較穩(wěn)定。但大型、厚實(shí)、質(zhì)量要求較高的鑄鐵平板生產(chǎn),則不可與小型平板相提并論。本文簡(jiǎn)介對(duì)生產(chǎn)條件要求不高,一般工廠都可做到,而頗具特色的大型、厚實(shí)、質(zhì)量要求較高的平板鑄件的鑄造工藝。
鑄鐵平板外形尺寸為6000mm×l500mm×350mm。主要工作面壁厚100mm。一般壁厚30mm。凈重約7230kg。材料為HT250。主要工作表面加工后不得有孔洞類、夾雜類及其它表面鑄造缺陷。
鑄造工藝
鑄鐵平板鑄造工藝見(jiàn)圖l。頂面加工余量為21mm,底、側(cè)面加工余量為16mm。反變形量為15mm,即2.5mm/m。鑄造收縮率為l%。其余有關(guān)工藝參數(shù)按有關(guān)鑄造工藝標(biāo)準(zhǔn)、規(guī)范選取。
大鑄鐵平板為小批量生產(chǎn)(20-40件/批),為節(jié)省工藝裝備投資(模樣、砂箱)。采用地坑、組芯、 無(wú)蓋箱造型。為確保鑄鐵平板主要工作表面質(zhì)量,提高鑄件工藝出品率,采用半型地坑造型,即在硬砂床上鋪置標(biāo)準(zhǔn)型直形粘土質(zhì)耐火磚;以及無(wú)冒口鑄造等工藝措施。常規(guī)操作仍按有關(guān)工藝規(guī)程進(jìn)行,關(guān)鍵技術(shù)及操作要領(lǐng),簡(jiǎn)介如下。
1、硬砂床上反變形量的制作:取外徑60mm、壁厚5mm、長(zhǎng)度7000mm熱軋無(wú)縫鋼管2根,校直鋼管后,置鋼管于間隔為6060mm的兩支點(diǎn)上。管端距支點(diǎn)保持等長(zhǎng)。視鋼管為一梁。沿梁的中點(diǎn)施一集中載荷,使其彎曲,產(chǎn)生撓度15mm,撓度即為反變形量。
2、半型的制作:沿具有反變形量,且制作完畢的硬砂床上,全面鋪置標(biāo)準(zhǔn)直形、粘土質(zhì)耐火磚。尺寸為230mm×114mm×65mm(GB4415-84)。耐火磚交錯(cuò)排列,間隙為5-7mm。間隙內(nèi)淋澆水基石墨清涂料,密度為1.2-1.3 g·cm%。涂料滲入磚縫后,用石墨膏再次塞補(bǔ)間隙并刮平。嚴(yán)防磚縫進(jìn)鐵液,并保持半型表面平整。
3、澆注系統(tǒng)設(shè)計(jì):生產(chǎn)實(shí)踐表明,大型、厚實(shí)鑄鐵平板宜采用快澆,藉以減輕高溫金屬對(duì)型腔頂部的長(zhǎng)時(shí)間烘烤,防止鑄件產(chǎn)生表面鑄造缺陷。
4、無(wú)冒口鑄造平板主要工作表面厚100mm,顧及機(jī)械加工余量,鑄件厚l16mm。鑄件質(zhì)量7865kg。故鑄件為一厚實(shí)大件。按均衡凝固理論,厚實(shí)大件,均衡點(diǎn)P顯著前移。鑒此,補(bǔ)縮冒口可縮小或不放。實(shí)現(xiàn)小冒口或無(wú)冒口鑄造。
鑄鐵平板采取快澆。為迅速排除型腔氣體,減輕氣體對(duì)型腔頂部壓力,鑄件頂部設(shè)置直徑20mm出氣冒口40件,均布。冒口亦兼有指示功能。冒口直徑約為設(shè)置處鑄件壁厚的60%-70%。冒口由芯lO、芯11、芯12、芯13、芯14、芯15、芯16和芯17制出、構(gòu)成。
鑄件工藝出品=鑄件質(zhì)量/(鑄件質(zhì)量+澆道質(zhì)量+冒口質(zhì)量)*100%=7865/(7865+371+22)*100%=95%
平板主要工作面加工后粗糙度、硬度均符合技術(shù)要求。鑄件無(wú)縮孔、縮松(疏松)等孔洞類缺陷。
5、配型要點(diǎn):在具有反變形量的半型的底型上,以鑄鐵平板對(duì)稱中心線為基準(zhǔn),按6000mm×1500mm,顧及加工余量和鑄造收縮率,用6060mm×l547mm彈出平板模樣外輪廓墨線。按墨線的一端線落芯l。按墨線的一邊線落芯2、芯3、芯4、芯5。按墨線的另一邊線落芯6、芯7、芯8、芯9。隨之落蓋芯l0、芯ll、芯l2、芯l3、芯l4、芯l5、芯l6、芯l7。蓋芯位置以平板兩側(cè)壁壁厚均勻,側(cè)壁平直為準(zhǔn)。后按墨線的另一端線落芯l8(見(jiàn)圖1)。型芯落完后,鑄型四周用濕型砂春實(shí)。由于平板結(jié)構(gòu)的對(duì)稱性,芯l與芯l8、芯2與芯9、芯3與芯8、芯4與芯7、芯5與芯6、芯l0與芯l7、芯ll與芯16、芯l2與芯l5、芯l3與芯l4共用一芯盒。
6)鑄型緊固在蓋芯上方,沿鑄型長(zhǎng)度方向分別在芯1至芯18兩端上方放置壓芯用長(zhǎng)橫梁兩根,再在長(zhǎng)橫梁的上方,沿鑄型寬度方向,壓長(zhǎng)橫梁和短橫梁四根。長(zhǎng)、短橫梁呈井字形。短橫梁與底箱預(yù)置供緊箱用螺栓配合并緊固。藉以達(dá)到緊固鑄型的目的。
緊箱前蓋芯與長(zhǎng)橫梁;長(zhǎng)橫梁與短橫梁的間隙處,應(yīng)用楔形墊鐵墊牢,塞緊。
平板量具系列(平臺(tái)量具):鑄鐵平板、鑄鐵平臺(tái)、基礎(chǔ)平板、T型槽平板、檢驗(yàn)平板、鉚焊平板、劃線平板、鉗工工作臺(tái);
平尺系列:平行平尺、 橋形平尺、鎂鋁輕型平尺、鎂鋁平尺、彎板、直角尺、角度尺;
花崗石量具系列(花崗巖量具、大理石量具):花崗石平板、花崗石平尺、花崗石直角尺、花崗石方尺、花崗石方箱、花崗石V型塊、花崗石表座測(cè)量?jī)x、平板支架、花崗石T型槽平板、花崗石方筒;
V型系列:階梯墊鐵、V型鐵、V型架;偏擺儀系列:偏擺檢查儀、新型偏擺檢查儀、齒輪跳動(dòng)檢查儀;
特種扳手系列:?jiǎn)晤^呆扳手、敲擊呆扳手、敲擊梅花(六角)扳手、橇棒梅花扳手、凸型敲擊梅花扳手、彎(直)柄梅花扳手、重型套筒;
其它系列:鍍鉻千斤頂、劃線盤(pán)、刷漆千斤頂。全部依據(jù)國(guó)家標(biāo)準(zhǔn)生產(chǎn),其中非標(biāo)產(chǎn)品依照用戶圖紙生產(chǎn)。
高質(zhì)量的產(chǎn)品,完善的售后服務(wù),真誠(chéng)的合作,是我們的宗旨,也是取得廣大用戶信用的保證。
