易有限公司")

泡機(jī)/配電柜門板焊接機(jī)")
泡機(jī)/配電柜門板焊接機(jī)")
泡機(jī)/配電柜門板焊接機(jī)")
泡機(jī)/配電柜門板焊接機(jī)")
泡機(jī)/配電柜門板焊接機(jī)")
,取出機(jī)")
械人")
/焊接機(jī)價格")
/電焊機(jī) 焊接機(jī)")
泡機(jī)/自動焊接機(jī)-點膠機(jī)")
- 企業(yè)類型:制造商
- 新舊程度:全新
- 原產(chǎn)地:廣州
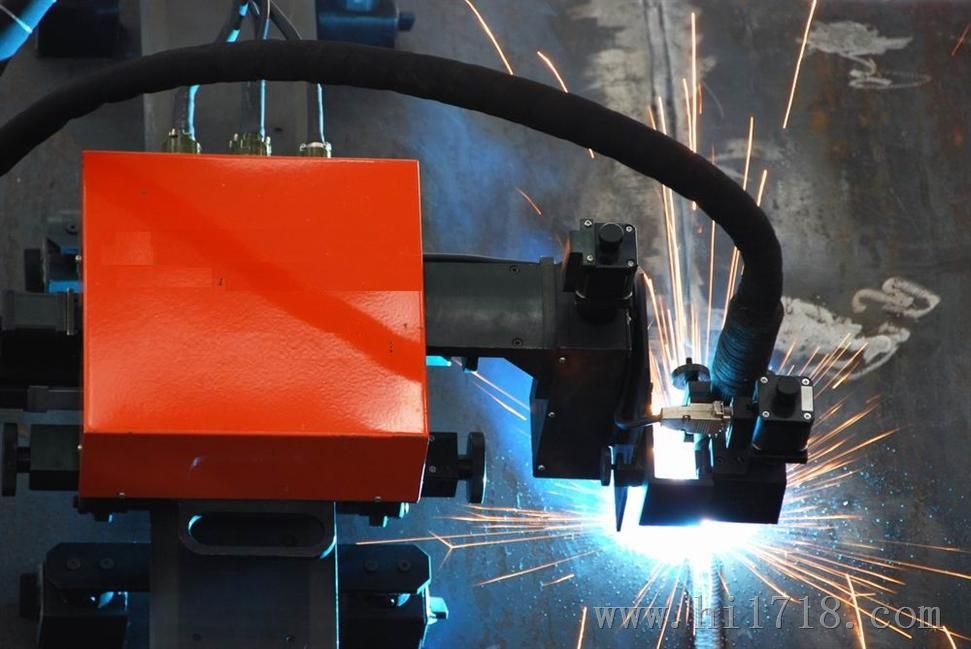
- 焊接機(jī):配電柜門板焊接機(jī)





自動焊接機(jī)系統(tǒng)結(jié)構(gòu)特點
1. 機(jī)械裝置
點焊機(jī)系統(tǒng)由機(jī)械裝置、供電裝置、控制裝置三大部分組成。為了適應(yīng)焊接工藝要求,加壓機(jī)構(gòu)(焊鉗)采用了雙行程快速氣壓傳動機(jī)構(gòu),通過切換行程控制手柄改變焊鉗開口度,可分為大開和小開來滿足焊接操作要求。通常狀態(tài)為焊鉗短行程張開,當(dāng)把控制按鈕切換到“通電”位置,扣動手柄開關(guān)則焊鉗夾緊加壓,同時電流在控制系統(tǒng)控制下完成一個焊接周期后恢復(fù)到短行程張開狀態(tài)。
2. 供電裝置
主電力電路由電阻焊變壓器、可控硅單元、主電力開關(guān)、焊接回路等組成。目前,我們采用的焊接設(shè)備是功率200kVA、次級輸出電壓20V的單相工頻交流電阻焊機(jī)。由于多種車型共線生產(chǎn),焊鉗要焊接高強(qiáng)度鋼板和低碳鋼薄板,焊鉗槍臂要傳遞較大的機(jī)械力和焊接電流,因此焊鉗的強(qiáng)度、剛度、發(fā)熱要滿足一定要求,并且要具有良好的導(dǎo)電和導(dǎo)熱性,同時要求焊鉗采用通水冷卻,所以選擇焊鉗電極臂能夠承受400kg壓力的新型焊鉗。
3. 控制裝置
控制裝置主要提供信號控制電阻焊機(jī)動作接通和切斷焊接電流,控制焊接電流值,進(jìn)行故障監(jiān)測和處理。
電機(jī)軸數(shù):五軸(XYZWC)
脈沖頻率:2MHz,若電機(jī)每轉(zhuǎn)脈沖為 25600,轉(zhuǎn)速可達(dá) 5000 轉(zhuǎn)/分鐘
IO 口數(shù)量:16 路專自動焊接機(jī)設(shè)備用輸入(XYZR 原點、正負(fù)限位、啟動、停止、復(fù)位暫停按鈕),18 路通用
輸入,18 路通用輸出。
IO 輸入類型:光耦隔離輸入
IO 輸出類型:NPN 集電極開路 5-24VDC,額定電流 0.5,單路電流可達(dá) 1A。
手持盒屏幕像素:320 X 240 像素,單色。
手持盒按鍵個數(shù):36 個
USB 功能:手持盒可作為 USB 主機(jī)和從機(jī),脫機(jī)卡可作為 USB 從機(jī)。
文件存儲空間:手持盒 128M,脫機(jī)卡 16M,單個加工文件占用 3M 存儲空間(十萬個加工
點)。
工作電壓:24V DC,
工作溫度: 45℃
儲存溫度: -40℃—55℃
工作濕度: 40%—80%
儲存濕度: 0%—95%
軟件特性
支持三軸空間直線插補(bǔ)、三軸空間圓弧插補(bǔ)、橢圓弧插補(bǔ)、四軸焊槍旋轉(zhuǎn)插補(bǔ),五軸空間角度
插補(bǔ)。
- 6 -
采用速度前瞻算法,自動圓滑拐角速度。
支持電腦圖形的導(dǎo)入功能,可導(dǎo)入 PLT 文件和 G 代碼文件。
軌跡滯后送錫功能和提前關(guān)錫功能,解決起點和終點堆錫問題。
豐富的運動指令和輔助指令集。
方便友好的文件教導(dǎo)和編輯功能,并提供了批量修改、陣列復(fù)制、圖形平移、圖形縮放、自
動圓角等多種編輯功能,具有常用圖形庫方便客戶調(diào)用。
圖形顯示功能,可非常直觀的顯示加工文件中的圖形形狀。
實時動態(tài)顯示加工軌跡。
方便快捷的幫助系統(tǒng),在任意界面下按 Shift+F1 鍵調(diào)用幫助文件
加工方式支持循環(huán)加工、單個加工、自動加工、單步加工等方式。
相對於過往的PLC,可以透過套用工程師寫下的演算法快速得出一個結(jié)果,然而所能處理的任務(wù),卻對於人們?nèi)粘9S便利性的提升,帶來不大的效果;機(jī)器學(xué)習(xí)透過非常大量例子學(xué)習(xí)的歷程,會漸進(jìn)式變得更為準(zhǔn)確,較能滿足「提升工廠自動化品質(zhì)」的這個目標(biāo),例如在讓你焊接時減少看不到死角完成工焊;當(dāng)你習(xí)慣於WM-0001「某些拐角不易加工焊接物件便可輕易完成,而某些被判斷為不容易的物品物件,皆可透過自動焊接機(jī)」,其實背後的機(jī)器的每小時固定焊接工件時間,提升人工積極性將產(chǎn)品品質(zhì)產(chǎn)品產(chǎn)量。






據(jù)記錄儀GL260")
據(jù)記錄儀電池組B-564")


口歐姆龍壓力傳感器,日本OMRON壓力傳感器")